Laser Paint Removal & Coating Stripping
Strip paint, powder coating, epoxy and primer without chemicals or sanding. A laser removes coatings selectively — energy tuned to the layer, so you can take it down to bare metal or stop at the primer, on steel, aluminium and composites.
The old ways of stripping paint cost more than they look
Chemical strippers and abrasives both come with a tail of hidden cost — disposal, rework and downtime. Laser stripping removes that tail.
Chemical strippers
Solvents mean ventilation, PPE, neutralizing and hazardous-waste disposal — slow, costly and tightly regulated.
Sanding & grinding
Abrasives gouge thin metal and alloy, round edges and raise dust — turning paint removal into rework.
Masking & mess
Blasting and chemicals need containment and masking; cleanup eats the hours you saved on the strip itself.

Remove the coating, choose where to stop
The beam is absorbed by the coating, which heats and lifts off the surface. By tuning the pulse energy and number of passes, an operator can strip one layer at a time — clearing topcoat and leaving primer, or going all the way to bare substrate.
- Layer-by-layer control — stop at primer or bare metal
- Lower heat input than continuous grinding
- Reach edges, recesses and detail a sander can't
Selective, layer-controlled stripping is a pulsed strength — see the pulsed laser cleaning machine. The result depends on coating type, thickness, laser power and scanning width, so we test your part first.
Coatings it strips — and what it strips them from
From a single clear coat to layered industrial coatings. Actual removal depends on the coating and substrate, which is why we confirm it on your sample.
Paint & topcoat
Industrial and vehicle paint, single or multi-layer.
Powder coating
Cured powder coat on steel and aluminium parts.
Epoxy & primer
Epoxy coatings, primers and protective layers.
Clear coat
Selective clear-coat removal on detailed surfaces.
Suitable substrates:
Outcome on each substrate depends on coating type, thickness, laser power and scanning setup — confirmed by sample testing.


Match the machine to the strip
Detailed, selective work favours pulsed control; large coated surfaces favour high-power continuous-wave throughput.
Pulsed — LY100-500W
Layer-by-layer control for clear coat, powder coat and primer on detailed or heat-sensitive parts.
High-power CW — LCW / HW
1000–3000W throughput for stripping thick or layered coatings across large steel surfaces.
How laser paint removal compares
Structural differences that hold across most coating-removal work, independent of the exact coating.
| Factor | Laser stripping | Chemical stripping | Sanding / blasting |
|---|---|---|---|
| Consumables | None — no media or solvents | Solvents & neutralizers | Abrasive media per job |
| Layer control | Selective, layer-by-layer | Hard to control depth | Abrasive, all-or-nothing |
| Substrate impact | Low, energy-controlled | Can soften / etch | Can gouge thin metal |
| Waste & disposal | Minimal, easy extraction | Hazardous liquid waste | Spent grit + dust |
Industries that strip and recoat
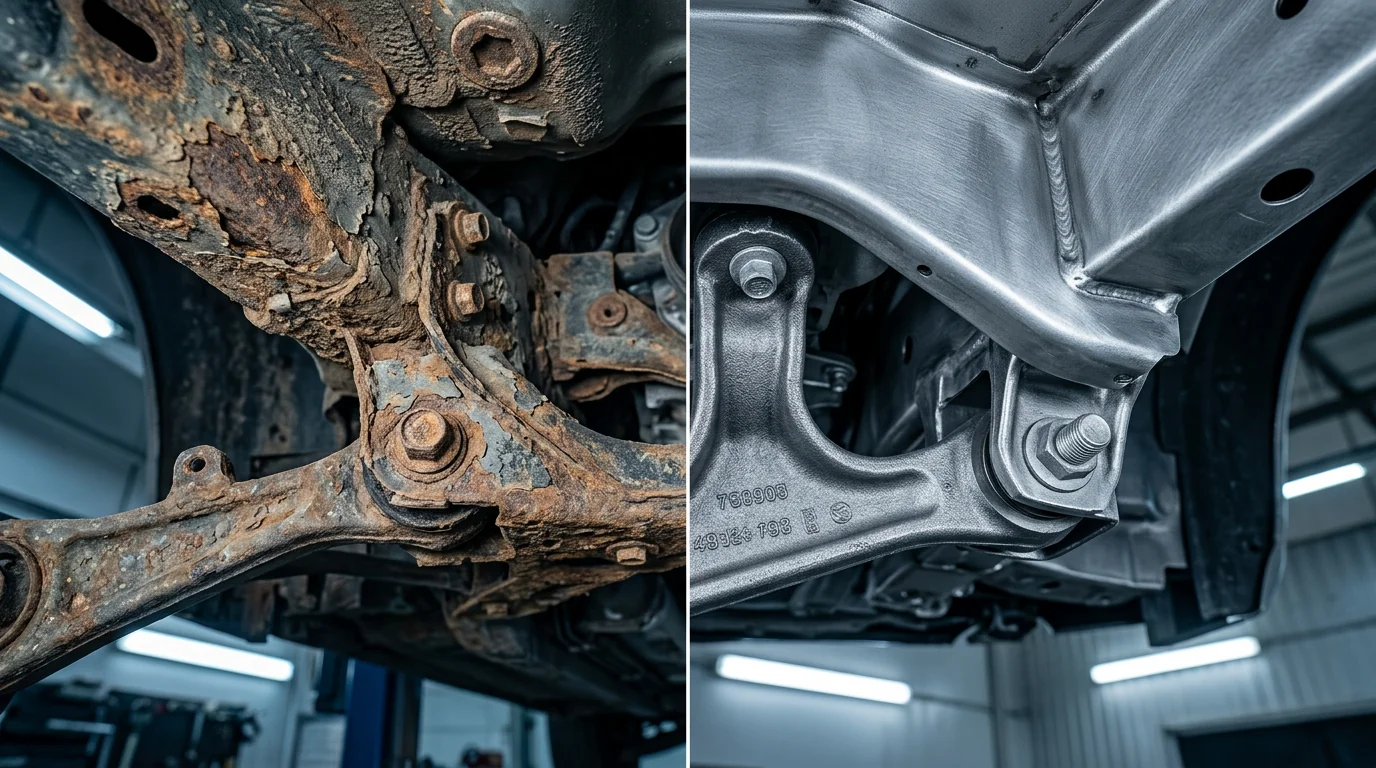
Coating-removal results
Representative before/after results on real coated parts.

Materials & conditions matrix
Coatings this strips and the substrates it strips them from. Pulsed suits detail and selective layers; continuous-wave suits large coated surfaces.
| Coating | Substrates | Suggested approach |
|---|---|---|
| Paint & topcoat | Steel, aluminium, composite | Pulsed (detail) / CW (large area) |
| Powder coating | Steel, aluminium | Pulsed |
| Epoxy & primer | Steel, composite | Pulsed, layered |
| Clear coat | Detailed parts | Pulsed, selective |
The result on any combination depends on the material, contaminant, laser power and scanning setup — confirmed on a representative sample.


The workflow, step by step
Selective stripping is a controlled process — these are the steps from enquiry to a recoat-ready surface.


Assess coating & substrate
Identify the coating layers and the base material, and what the surface is for next.
Sample test
We strip a sample and confirm where to stop — bare metal or at the primer.
Select machine & settings
Pulsed for detail and selectivity, continuous-wave for large areas, with tuned energy.
Strip — bench, on-site or line
Remove the coating layer by layer with controlled passes.
Inspect finish & adhesion
Check the surface meets the standard for the next coating or process.
Typical project considerations
What matters most when the substrate has to survive the strip.
Selective layer control
Stop at primer or go to bare metal — pulsed gives the control.
Substrate protection
Energy tuned to the coating limits impact on thin metal and alloy.
No chemical residue
Dry process leaves no stripper film to interfere with recoating.
Detail vs throughput
Pulsed for intricate work, CW for large coated surfaces.
Related machines & solutions
Inspection & acceptance
Stripping is only done when the surface passes for the next step. These are the checks we build into a paint-removal job.
Layer removed to target
Confirm the strip reached bare metal or stopped cleanly at the primer, as agreed.
Substrate undamaged
Check thin panels and alloy show no gouging, thinning or heat distortion.
Residue-free surface
Verify no coating residue or stripper film that would affect recoating.
Recoat readiness
Confirm the surface meets the standard for the next coating system.
Laser paint removal questions, answered straight
Send your coated part and get a factory-direct quote
Tell us your coating, substrate and surface size. We will recommend pulsed or continuous-wave, offer sample testing, and send pricing — usually within one business day.
- [email protected]
- +86 153 2715 5363
- Mon–Sat 9:00–18:00 (GMT+8)